
在鞋類中底製造(footwear midsole manufacturing)中,SCF 高壓釜發泡與 SCF 物理發泡射出系統皆採用超臨界氮氣技術(supercritical nitrogen technology),但兩者在氣體化學策略(gas chemistry strategy)與製程架構(process architecture)上存在顯著差異。
高壓釜系統通常使用氮氣或氮氣/CO₂ 混合氣體,使聚合物在加壓容器中達到飽和。CO₂ 在多數彈性體系統中具有較高溶解度,並可對聚合物基體產生塑化作用(plasticize the polymer matrix),提升分子鏈活動性(chain mobility),從而有效加速氮氣在材料中的擴散速率。此綜合作用將影響壓力釋放過程中的整體氣體濃度(gas concentration)與成核密度(nucleation density)。
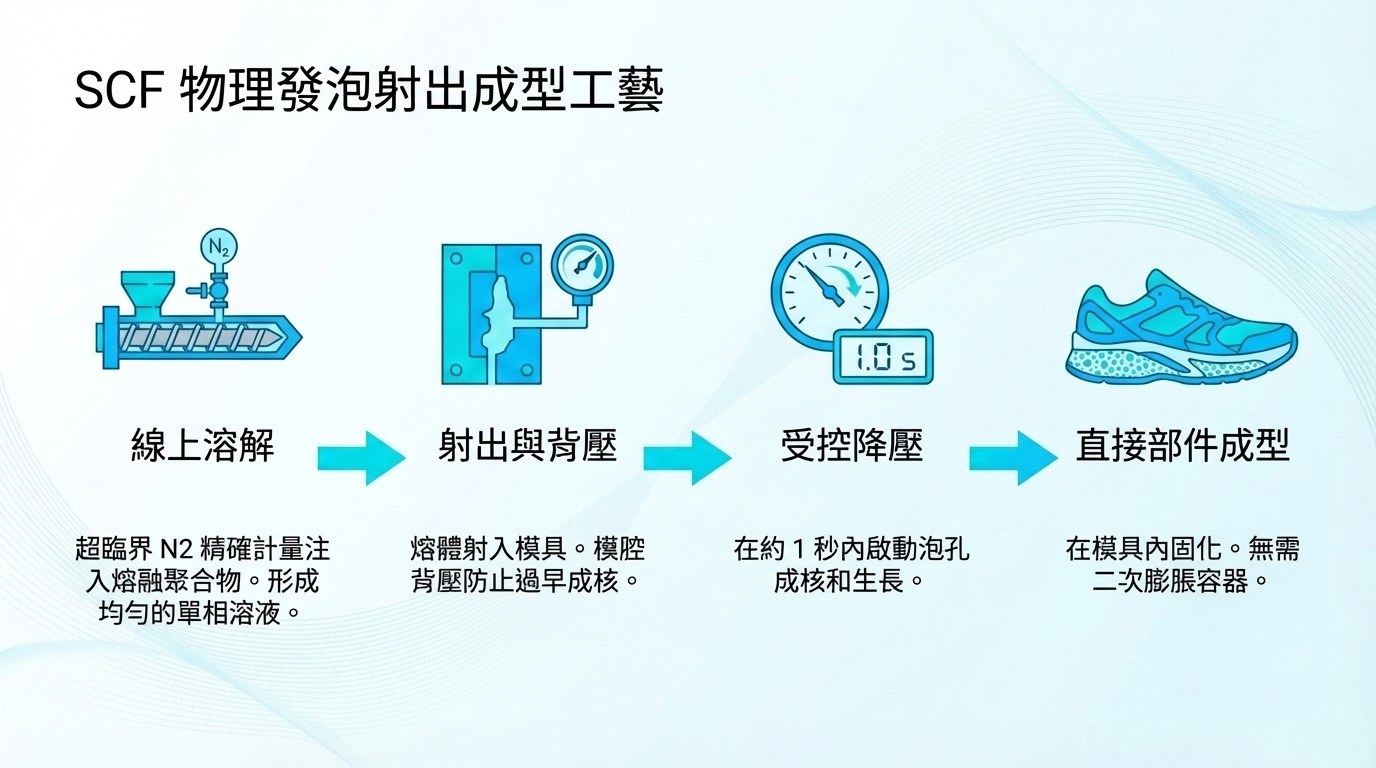
在 SCF 射出成型(SCF injection molding)中,定量的超臨界氮氣在受控壓力條件下導入熔融聚合物中,溶解形成均相的聚合物–氣體溶液(homogeneous polymer–gas solution)。該飽和熔體隨後射入具背壓控制(backpressure-controlled)的模具中,當壓力降低時,在模穴內觸發發泡行為。
在鞋類中底製造領域中,SCF 高壓釜發泡與 SCF 物理發泡射出系統的技術比較核心在於:氣體擴散時間(gas diffusion time)、壓力控制架構(pressure-control architecture)與最終成品形成序列(final part formation sequence)。這兩種技術常應用於高性能與休閒型中底所使用的彈性體系統,例如 EVA、TPU、TPEE 及 POE。
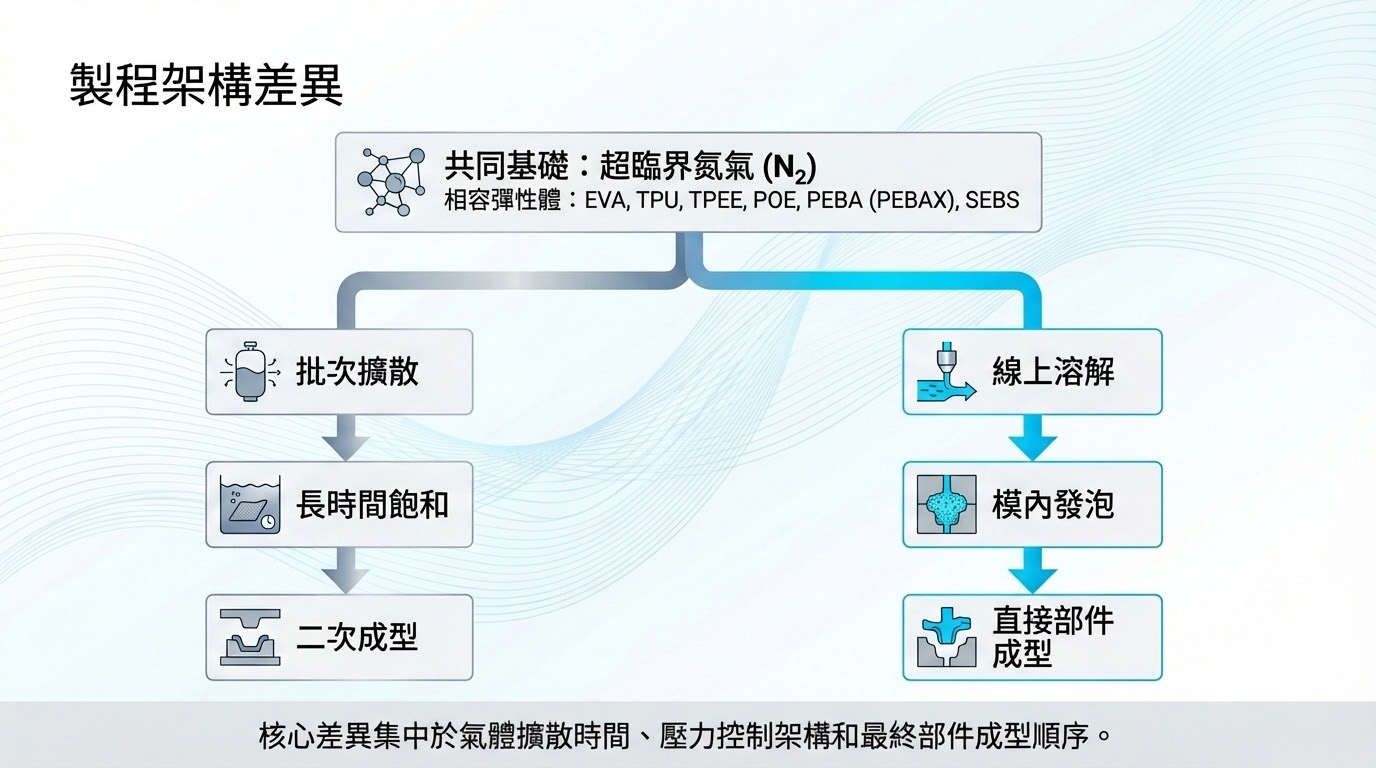
鞋類中底製造中的製程架構差異
SCF 高壓釜發泡(SCF Autoclave Foaming)
在鞋類應用中,SCF 高壓釜發泡通常從一個經射出成型的前驅體(precursor component)開始,該部件通常稱為「puck」或「blocker」。此類前驅體為最終中底幾何形狀的縮小版本或半成品版本,且通常已完成或幾乎完成其交聯反應(crosslinking reaction),然後才進入高壓釜製程。
這些 puck 會被裝載至高壓釜容器中,暴露於超臨界氮氣或氮氣/CO₂ 混合氣體環境中。在延長的飽和階段(extended saturation phase)中,氣體會擴散進入已交聯的聚合物基體。在商業鞋類製造中,此飽和步驟通常需約兩小時,以使氣體濃度達到整個部件體積的目標值。
當壓力降低,且聚合物–氣體系統跨越溶解度臨界點(solubility threshold)時,即發生成核(nucleation)。快速洩壓(rapid depressurization)廣泛應用於 SCF 高壓釜發泡,以提高成核密度;然而,亦可依據所需的氣泡尺寸分佈(cell size distribution)與膨脹動力學(expansion kinetics)採用分段或受控洩壓策略(staged or controlled depressurization strategies)。
膨脹過程發生於高壓釜內部的減壓階段。膨脹完成後的發泡部件會自容器中取出,通常再經壓縮成型(compression molding)以達到最終中底幾何形狀與尺寸公差(dimensional tolerance)。
高壓釜系統在規模上差異極大。小型容器每循環僅能處理少量鞋對,而大型工業級高壓釜則可單批次處理數百雙鞋。有些高產能系統之壓力腔體體積甚至可容納多輛汽車。

SCF 物理發泡射出系統(SCF Physical Foam Injection Systems)
在鞋類中底製造中,SCF 物理發泡射出系統會在射出成型過程中,將超臨界氮氣精準計量導入熔融聚合物。於高加工壓力下,氮氣溶解於熔體中,形成均相單相(single-phase)的聚合物–氣體溶液。
該飽和熔體隨後射入具背壓控制的模穴。於充模過程中維持模穴壓力可防止溶解於熔體中的超臨界氮氣過早成核。當模穴填充完成後,透過受控降壓啟動氣泡成核與成長,直接在模穴內完成發泡。發泡、成品形成與固化(solidification)於模穴內完成,時間約為一秒(依材料流變性 polymer rheology 與幾何形狀而定)。
不同於 SCF 高壓釜發泡,SCF 物理發泡射出系統可直接從射出模具中產出最終中底成品,不需獨立膨脹容器,也無需二次壓縮成型步驟。
若模穴背壓控制不當,聚合物–氣體溶液可能在進入模具時因壓力驟降而立即成核,導致充填不完全(incomplete filling)、流動遲滯(flow hesitation)及表面缺陷(surface defects)。因此,穩定的模穴壓力管理對射出成品質量與尺寸重現性(dimensional repeatability)至關重要。
鞋類性能差異關鍵(Key Footwear Performance Differences)
鞋類中底的機械性能受以下因素支配:成核密度、氣泡尺寸分佈、氣泡壁厚(cell wall thickness)及整體密度梯度(density gradient)。這些結構特徵會受到氣體濃度、降壓曲線(pressure reduction profile)、溫度管理與材料流變性的影響。
發泡密度均勻性(Foam Density Uniformity)
在 SCF 高壓釜發泡中,兩小時的飽和階段使超臨界氮氣或氮氣/CO₂ 混合氣體可在膨脹前充分滲透至前驅體內部。當飽和均勻且洩壓受控時,可有效降低核心與表層之間的大尺度密度梯度(macro-scale density gradients)。
在 SCF 物理發泡射出系統中,密度均勻性取決於熔體均勻度、SCF 計量精度、混煉效率與射出時模穴壓力平衡。閉迴路氮氣計量(closed-loop nitrogen metering)與模穴壓力監測可提升重現性;然而,在多穴模具(multi-cavity molds)中,密度一致性仍對熔體溫度穩定性與流動平衡高度敏感。
回彈與能量回饋(Rebound and Energy Return)
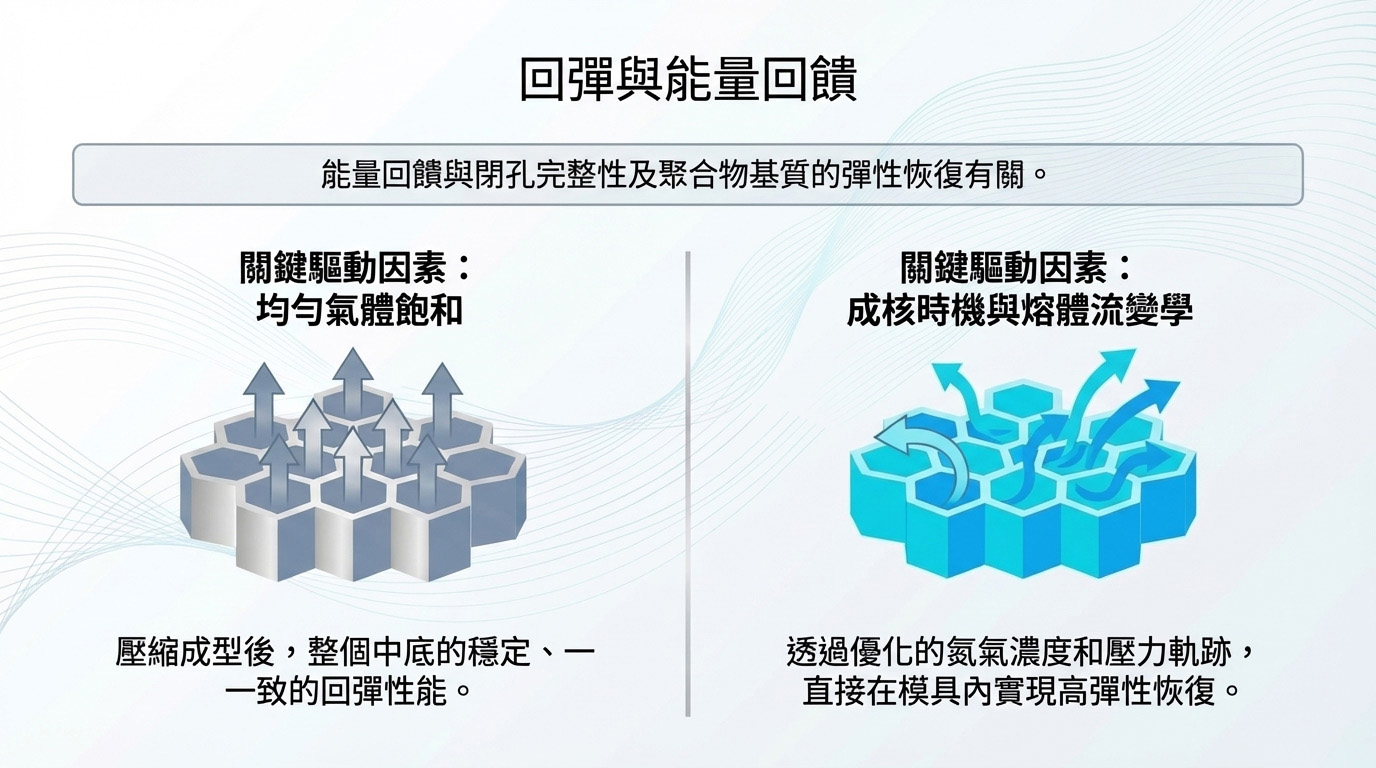
鞋類中底的能量回饋與閉孔結構完整性(closed-cell integrity)及聚合物基體的彈性回復能力密切相關。
在 SCF 高壓釜發泡中,均勻氣體飽和與受控洩壓有助於整體前驅體內一致成核,並在後續壓縮成型後提供穩定回彈性能。
在 SCF 物理發泡射出系統中,回彈表現取決於成核時機、材料流變特性與模穴壓力軌跡(cavity pressure trajectory)之間的交互作用。透過優化氮氣濃度與射出控制,可直接在射出中底成品中實現高彈性回復。
壓縮永久變形與耐久性(Compression Set and Durability)
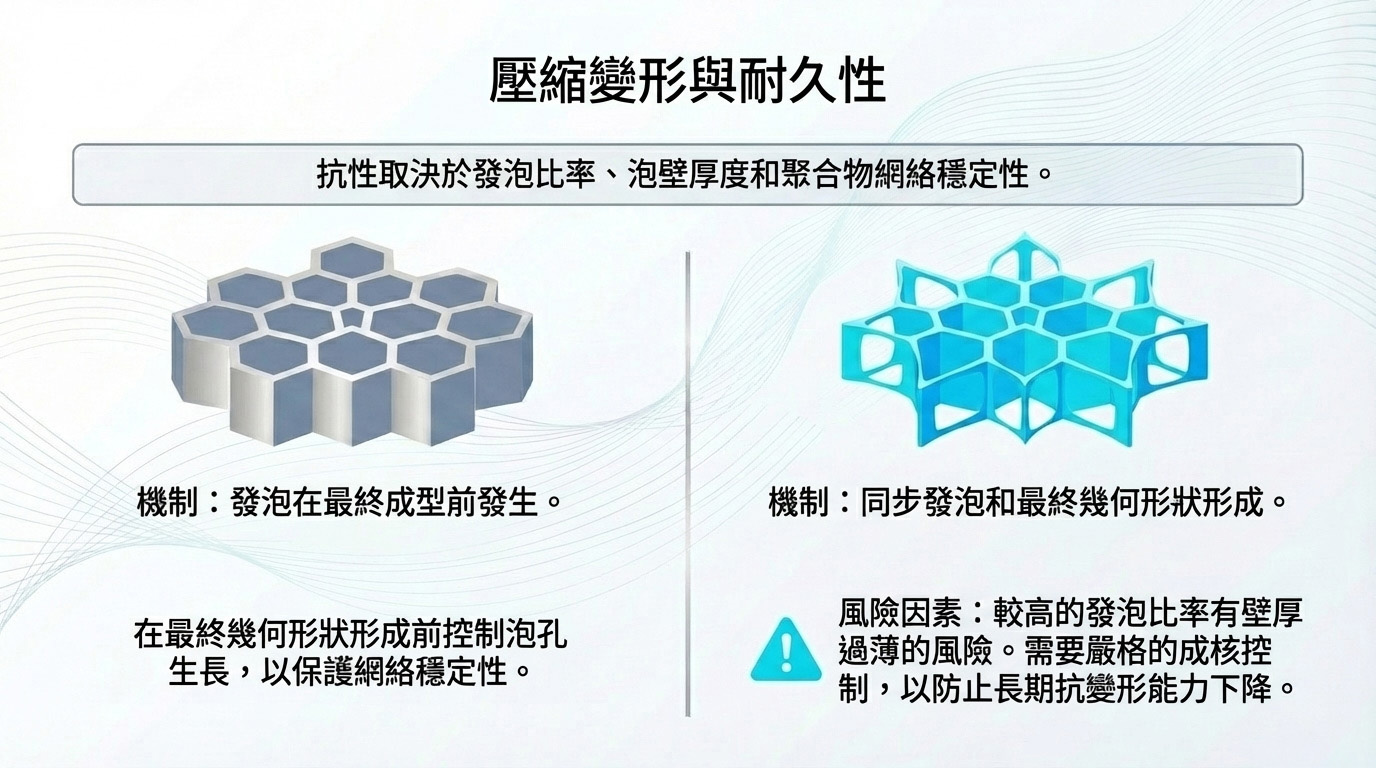
抗壓縮永久變形能力受膨脹倍率、氣泡壁厚與聚合物網絡穩定性影響。
在 SCF 高壓釜發泡中,膨脹發生於最終壓縮成型之前,因此可在達到最終幾何形狀前控制氣泡成長。
在 SCF 物理發泡射出系統中,發泡與最終幾何形成同步於模穴內完成。較高膨脹倍率將提高對成核密度與冷卻速率的敏感度。若因過度膨脹或成核控制不足導致氣泡壁過薄,則長期抗變形能力可能下降。
生產效率比較
SCF 高壓釜發泡為批次製程(batch process)。約兩小時飽和時間,加上減壓與後段壓縮成型,共同構成整體循環時間。產能受限於容器體積與循環時間,若需擴產,通常需增加高壓釜數量。
SCF 物理發泡射出系統則將氣體溶解、發泡與最終成品形成整合於單一射出循環中。由於中底可直接自模具產出,SCF 射出系統可與自動化射出生產線整合。精準氮氣計量與可重現的模穴壓力控制支援中至高產量製造。
兩者的核心差異在於:
分段批次擴散與二次壓縮成型
vs
線上射出成型、模穴內發泡與直接最終成品形成

典型鞋類應用(Typical Footwear Applications)
SCF 高壓釜發泡廣泛應用於強調密度均勻性與長期機械穩定性的高性能中底。延長飽和階段與成熟壓力控制策略支持高性能跑鞋平台與高端緩震系統的一致膨脹行為。
SCF 物理發泡射出系統則常應用於需規模化生產並整合射出生產線的運動與休閒鞋款。目前鞋業 SCF 射出多使用氮氣作為發泡介質。儘管在部分高性能領域中其成熟度仍低於高壓釜製程,但隨著設備架構與材料科學的持續進步,其可達性能水準持續提升。
結論(Conclusion)
SCF 高壓釜發泡與 SCF 物理發泡射出系統皆於鞋類中底製造中使用超臨界氮氣,但兩者在氣體擴散方式、壓力控制策略與生產流程上存在根本差異。
SCF 高壓釜發泡依賴於對已交聯前驅體進行長時間容器內飽和,隨後膨脹並進行壓縮成型。
SCF 物理發泡射出系統則將氮氣溶解於熔融聚合物中,並直接於射出模具內形成最終中底成品。
這些架構差異將影響氣泡形態控制、機械耐久性、循環時間與擴產能力。在鞋類中底製造中,製程選擇取決於性能目標、生產架構與專案規模,而非僅取決於是否採用超臨界流體技術。
Q & A
Q1:哪種製程在密度均勻性方面較佳?
高壓釜發泡因在膨脹前具有延長擴散階段而具優勢;SCF 射出亦可達良好均勻性,但對熔體穩定性與模穴壓力平衡更為敏感,尤其在多穴模具中。
Q2:為何模穴背壓在 SCF 射出中如此關鍵?
若在充模過程中無法維持穩定的模穴背壓,溶解於熔體中的氣體可能在進入模具時因壓力下降而過早成核,進而造成密度變化、充填不完全及表面缺陷等問題。
Q3:哪種製程循環時間較快?
SCF 射出將發泡與最終成型整合於單一循環;高壓釜發泡則需長時間飽和與二次成型。
Q4:兩種製程是否都適用於常見中底材料?
高壓釜發泡與SCF製程皆可適用於各類常見的中底材料體系。