
In footwear midsole manufacturing, both SCF autoclave foaming and SCF physical foam injection systems rely on supercritical nitrogen technology, but they differ in gas chemistry strategy and process architecture.
Autoclave systems commonly use nitrogen or nitrogen/CO₂ blends to saturate polymer within a pressurized vessel. CO₂ exhibits higher solubility in many elastomer systems and can plasticize the polymer matrix, increasing chain mobility and effectively accelerating nitrogen diffusion through the material. The combined effect influences overall gas concentration and nucleation density during pressure reduction.
In SCF injection molding, a measured quantity of supercritical nitrogen is introduced into the molten polymer under controlled pressure, dissolving to form a homogeneous polymer–gas solution. The saturated melt is then injected into a backpressure-controlled mold, where pressure reduction triggers foaming within the cavity.
In footwear midsole manufacturing, the technical comparison between SCF autoclave foaming and SCF physical foam injection systems centers on gas diffusion time, pressure-control architecture, and final part formation sequence. These technologies are commonly applied to elastomer systems such as EVA, TPU, TPEE, and POE used in performance and lifestyle midsoles.
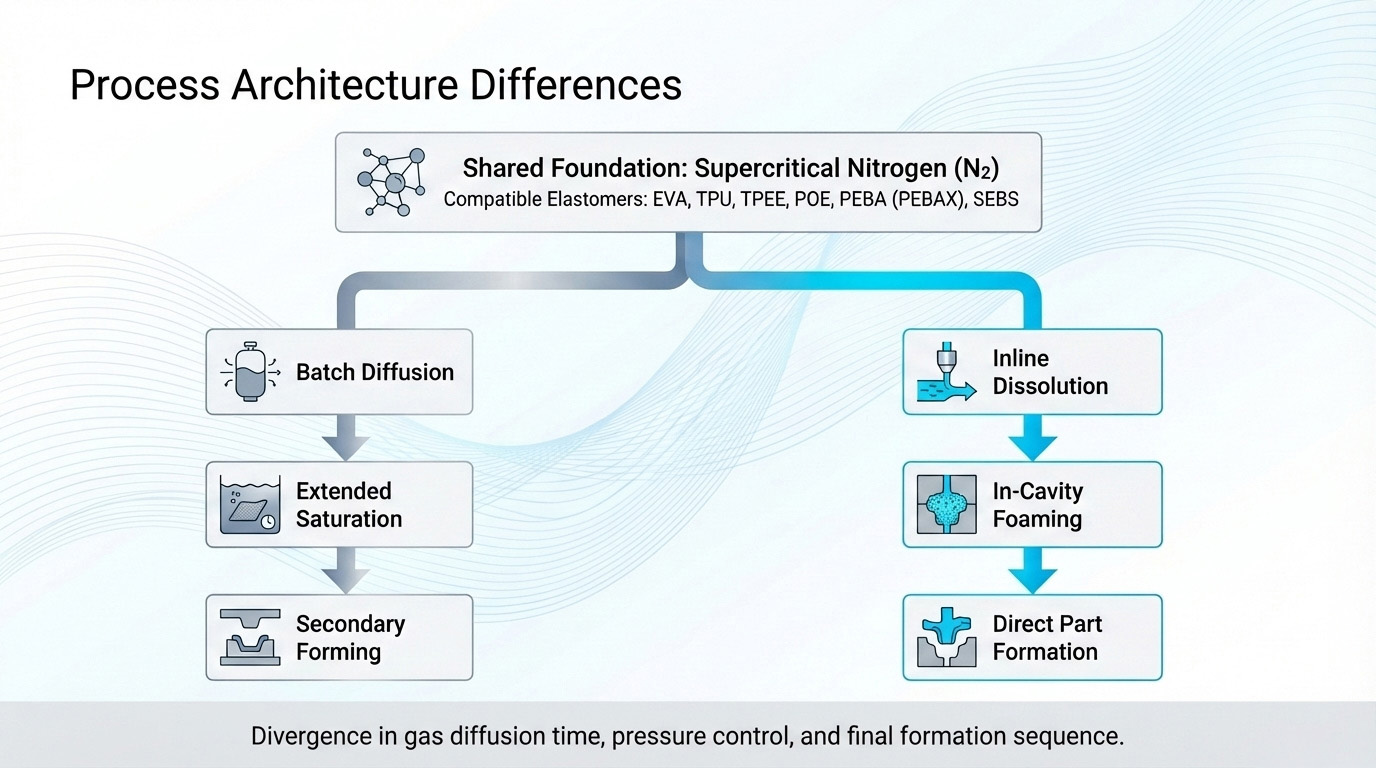
Process Architecture Differences in Footwear Midsole Manufacturing
SCF Autoclave Foaming
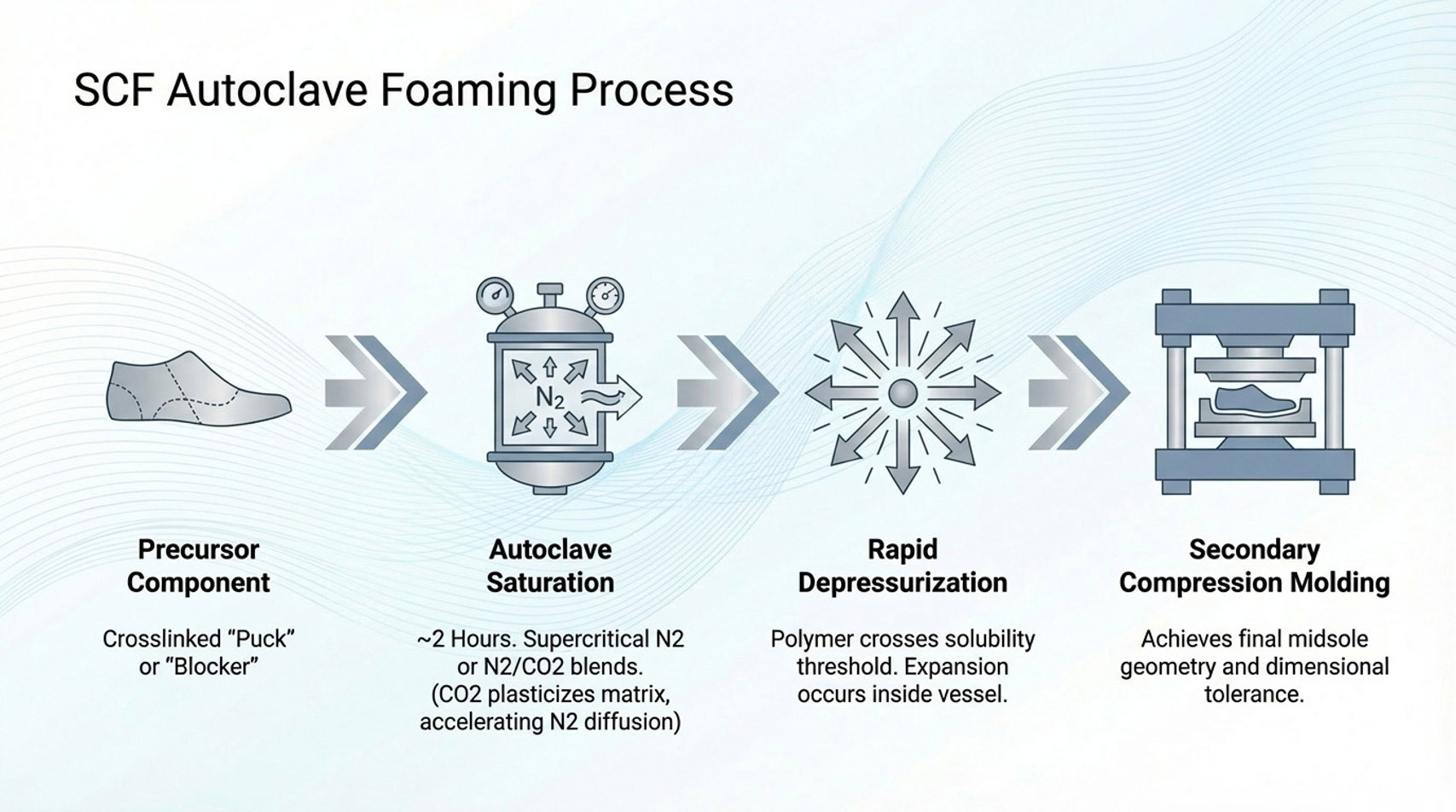
In footwear applications, SCF autoclave foaming typically begins with an injection-molded precursor component referred to as a “puck” or “blocker.” This precursor is a reduced-scale or partially formed version of the final midsole geometry and has generally completed, or nearly completed, its crosslinking reaction prior to entering the autoclave process.
The pucks are loaded into a high-pressure autoclave vessel and exposed to supercritical nitrogen or nitrogen/CO₂ blends. Gas diffusion into the crosslinked polymer matrix occurs during an extended saturation phase. In commercial footwear manufacturing, this saturation step commonly requires approximately two hours to achieve target gas concentration throughout the part volume.
When pressure is reduced and the polymer–gas system crosses the solubility threshold, nucleation occurs. Rapid depressurization is widely used to increase nucleation density in SCF autoclave foaming; however, staged or controlled depressurization strategies may also be implemented depending on desired cell size distribution and expansion kinetics.
Expansion occurs inside the autoclave during depressurization. The expanded foam component is then removed from the vessel and typically compression molded to achieve final midsole geometry and dimensional tolerance.
Autoclave systems vary significantly in scale. Smaller vessels may process only a few pairs per cycle, while large industrial autoclaves can process several hundred pairs in a single batch. Some high-capacity systems are physically large enough to accommodate multiple automobiles within the pressure chamber.
SCF Physical Foam Injection Systems
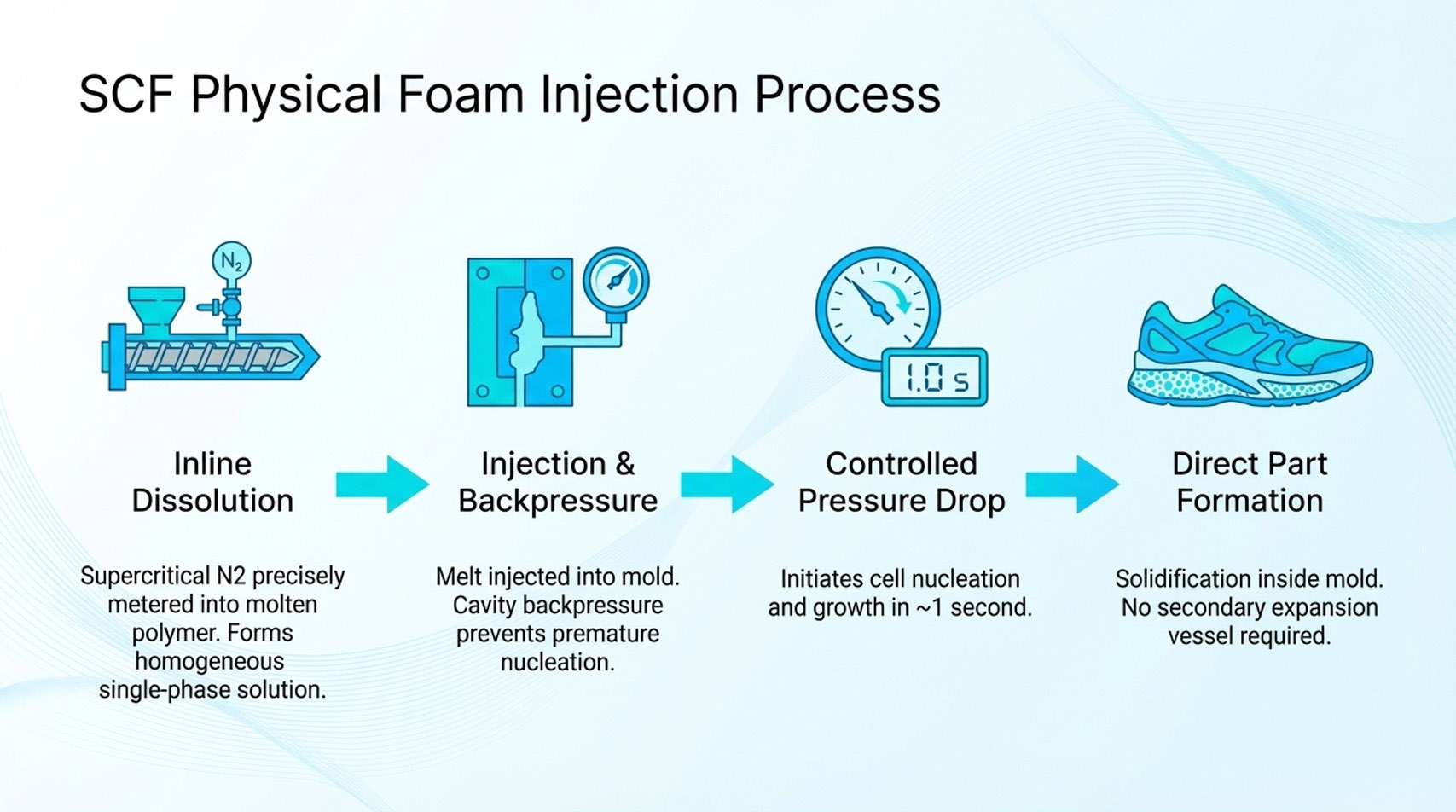
In SCF physical foam injection systems used in footwear midsole manufacturing, supercritical nitrogen is precisely metered into the molten polymer during injection molding. Under elevated processing pressure, nitrogen dissolves into the melt to form a homogeneous single-phase polymer–gas solution.
The saturated melt is injected into a mold cavity equipped with backpressure control. Maintaining cavity pressure during filling prevents premature nucleation of the dissolved supercritical nitrogen. After cavity fill, controlled pressure reduction initiates cell nucleation and growth directly within the mold cavity. Foaming, part formation, and solidification occur inside the mold within approximately one second, depending on polymer rheology and geometry.
Unlike SCF autoclave foaming, SCF physical foam injection systems produce the finished midsole component directly from the injection mold. There is no separate expansion vessel and no secondary compression molding step required to achieve final geometry.
If cavity backpressure is not properly controlled, the polymer–gas solution may nucleate immediately upon pressure drop during mold entry, potentially causing incomplete filling, flow hesitation, and surface defects. Stable cavity pressure management is therefore essential to injection molding quality and dimensional repeatability.
Key Footwear Performance Differences
Mechanical performance in footwear midsoles is governed by nucleation density, cell size distribution, cell wall thickness, and overall density gradient. These structural characteristics are influenced by gas concentration, pressure reduction profile, temperature management, and polymer rheology within either SCF autoclave foaming or SCF physical foam injection systems.
Foam Density Uniformity
In SCF autoclave foaming, extended gas diffusion during the two-hour saturation phase allows supercritical nitrogen or nitrogen/CO₂ blends to penetrate the bulk precursor prior to expansion. When saturation is uniform and depressurization is controlled, macro-scale density gradients between core and surface regions can be minimized.
In SCF physical foam injection systems, density uniformity depends on melt homogeneity, SCF dosing precision, mixing efficiency, and cavity pressure balance during injection molding. Closed-loop nitrogen metering and cavity pressure monitoring can enhance repeatability; however, density consistency remains sensitive to melt temperature stability and flow balance in multi-cavity molds.
Rebound and Energy Return
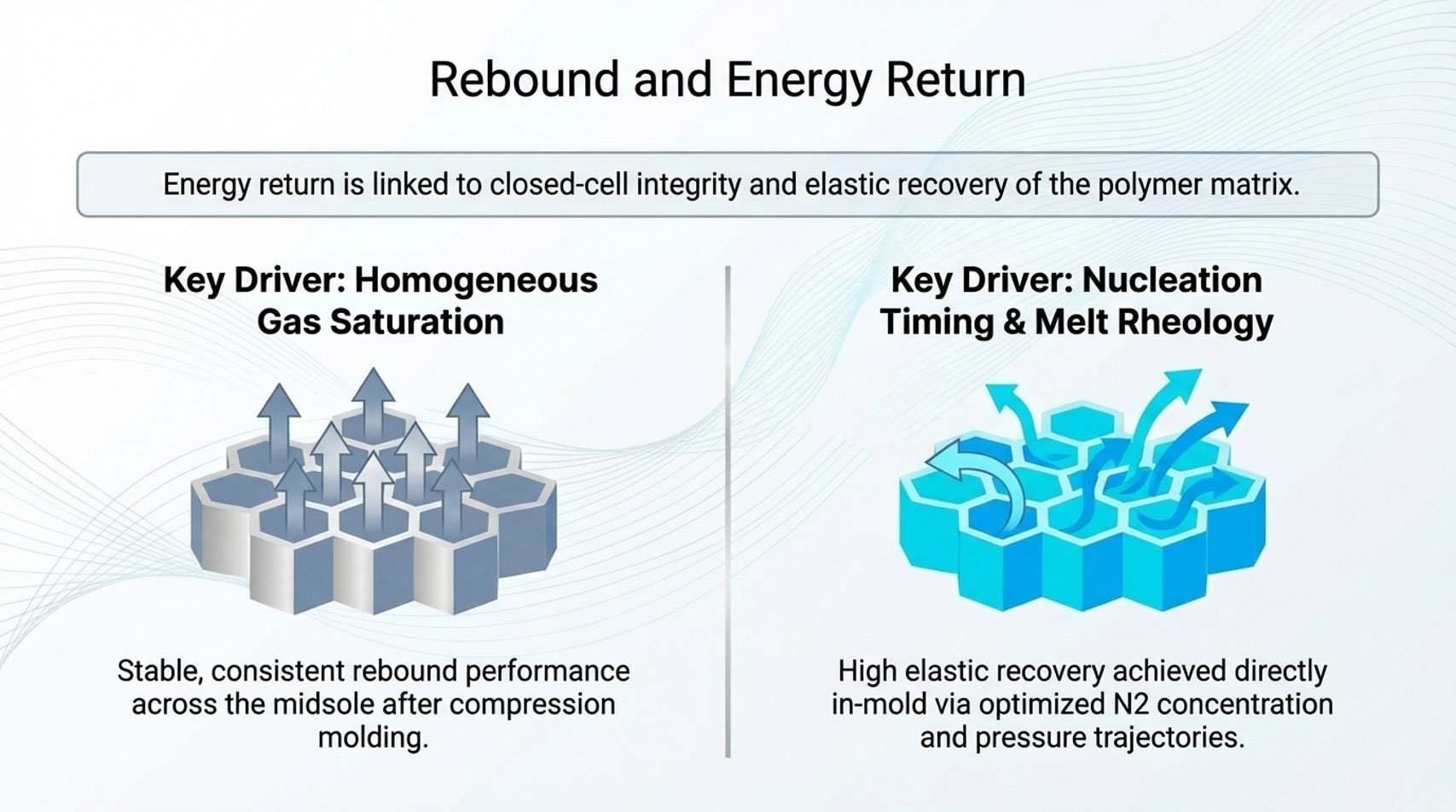
Energy return in footwear midsoles is closely linked to closed-cell integrity and elastic recovery of the polymer matrix. In SCF autoclave foaming, homogeneous gas saturation combined with controlled depressurization can promote consistent nucleation throughout the precursor, supporting stable rebound performance after compression molding.
In SCF physical foam injection systems, rebound behavior depends on the interaction between nucleation timing, melt rheology, and cavity pressure trajectory. With optimized nitrogen concentration and injection molding control, high elastic recovery can be achieved directly in the molded midsole component.
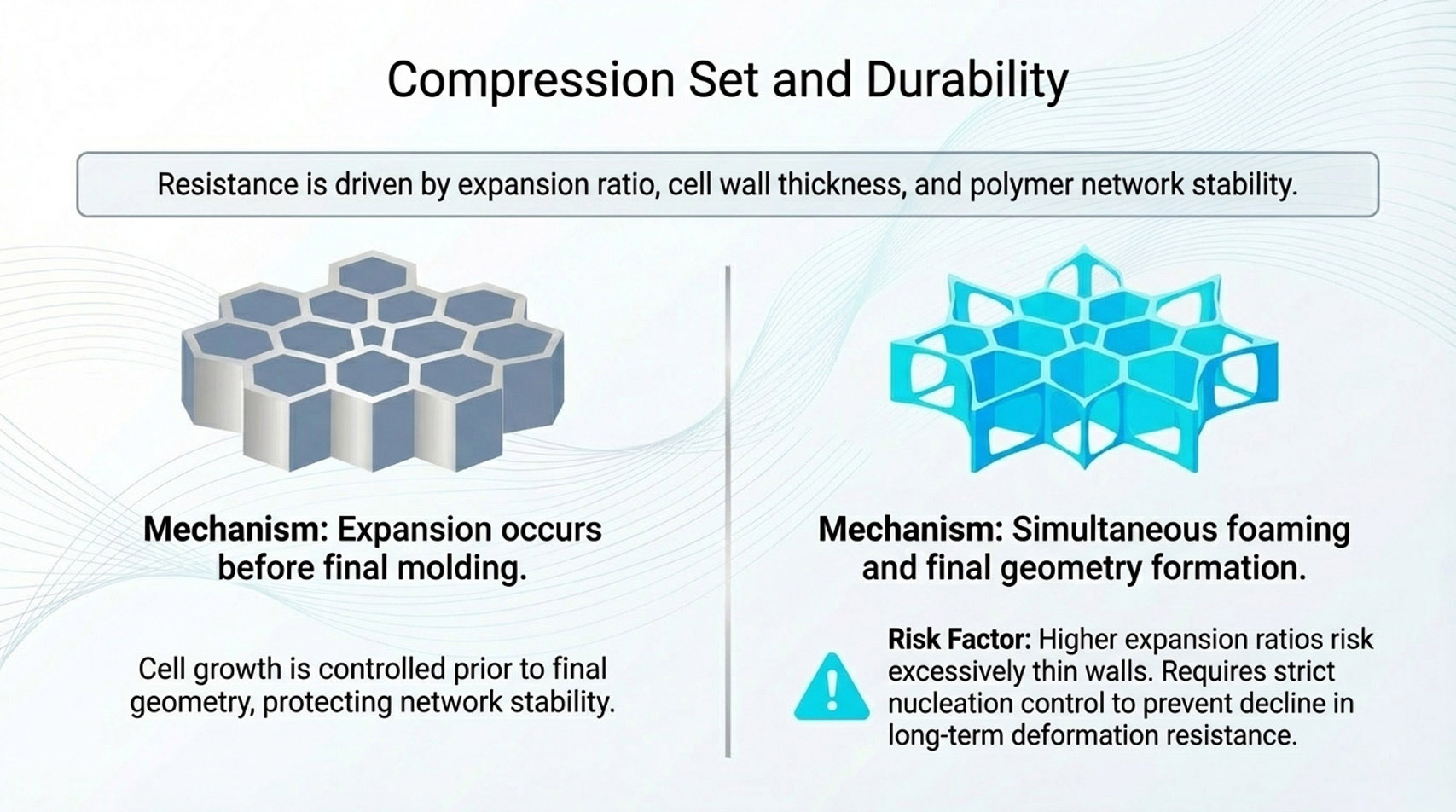
Compression Set and Durability
Compression set resistance is influenced by expansion ratio, cell wall thickness, and polymer network stability. In SCF autoclave foaming, expansion occurs before final compression molding, allowing cell growth to be controlled prior to achieving final geometry.
In SCF physical foam injection systems, foaming and final geometry formation occur simultaneously within the injection mold. Higher expansion ratios increase sensitivity to nucleation density and cooling rate. If cell walls become excessively thin due to over-expansion or insufficient nucleation control, long-term deformation resistance may decline.
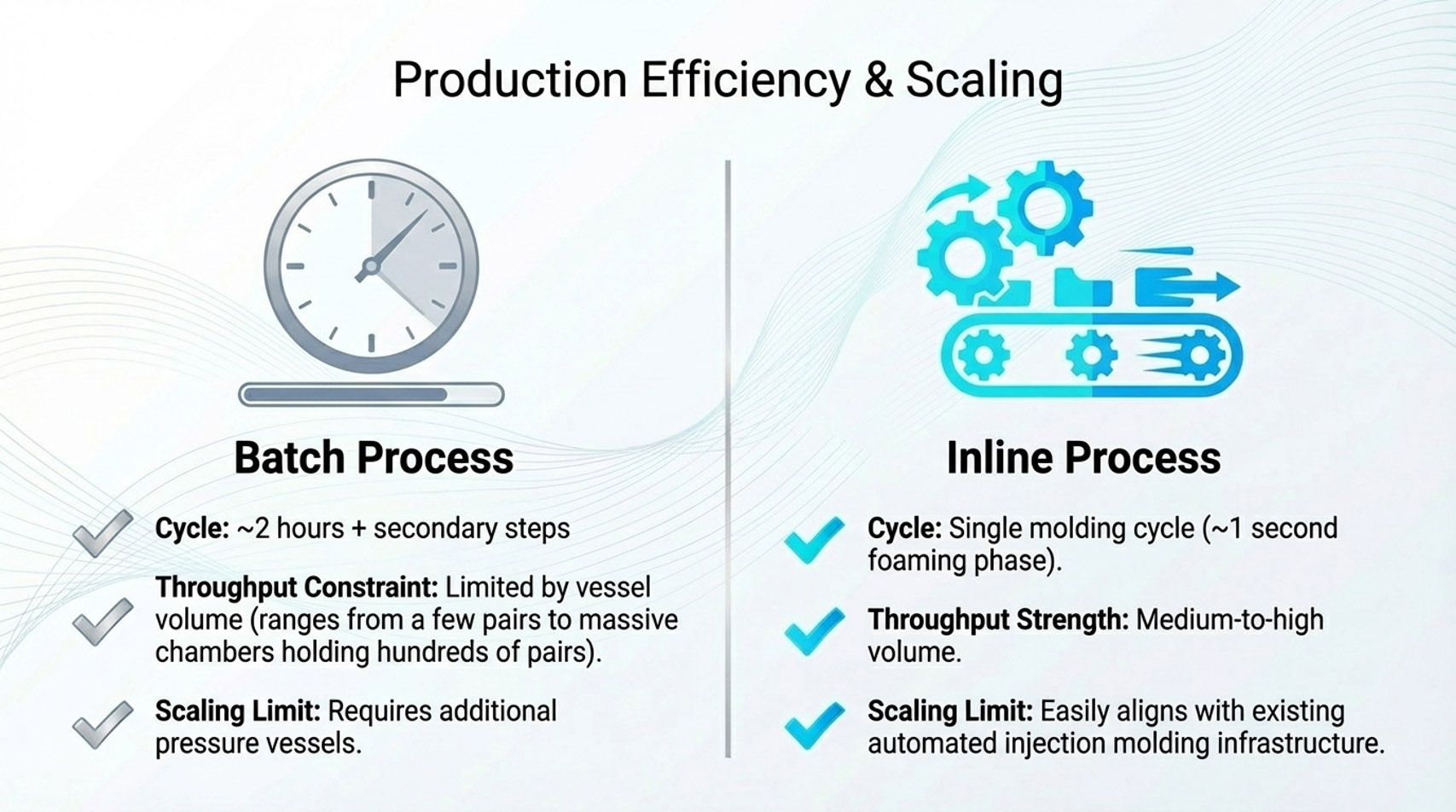
Production Efficiency in SCF Autoclave Foaming vs SCF Injection Molding
SCF autoclave foaming operates as a batch process within a pressure vessel. The approximate two-hour saturation period, followed by depressurization and post-expansion compression molding, defines overall cycle time. Throughput is limited by vessel volume and cycle duration, and scaling production generally requires additional autoclave capacity.
SCF physical foam injection systems integrate supercritical nitrogen dissolution, foaming, and final part formation within a single injection molding cycle. Because finished midsoles exit directly from the mold, SCF injection systems align with automated injection molding infrastructure. Precise nitrogen metering and repeatable cavity pressure control support medium-to-high production volumes in footwear manufacturing.
The core distinction remains staged batch diffusion with secondary compression molding versus inline injection molding with in-cavity foaming and direct final part formation.
Typical Footwear Applications
SCF autoclave foaming is widely used in performance-oriented footwear midsoles where validated density uniformity and long-term mechanical stability are required. The extended saturation phase and established pressure control strategies support consistent expansion behavior in high-performance running platforms and premium cushioning systems.
SCF physical foam injection systems are commonly applied in athletic and lifestyle footwear programs requiring scalable production and integration with injection molding lines. Current SCF injection implementations in footwear utilize nitrogen as the foaming medium. Although injection-based SCF foaming remains less mature than autoclave processing in certain high-performance segments, ongoing development in machine architecture and material science continues to expand achievable performance levels.
Conclusion
SCF autoclave foaming and SCF physical foam injection systems both utilize supercritical nitrogen in footwear midsole manufacturing, yet they differ fundamentally in gas diffusion method, pressure-control strategy, and production sequence. SCF autoclave foaming relies on extended vessel-based saturation of crosslinked precursor components followed by expansion and compression molding. SCF physical foam injection systems dissolve nitrogen into the molten polymer and produce the finished midsole directly within the injection mold.
These architectural differences influence cell morphology control, mechanical durability, cycle time, and scalability. In footwear midsole manufacturing, process selection depends on performance targets, production architecture, and program scale rather than on the presence of supercritical fluid technology alone.
Q & A
Q1: Which process is better for density uniformity?
Autoclave foaming benefits from extended diffusion before expansion; SCF injection can achieve good uniformity but is more sensitive to melt stability and cavity pressure balance, especially in multi-cavity tools.
Q2: Why is cavity backpressure so critical in SCF injection?
Without stable backpressure during filling, dissolved gas can nucleate too early at mold entry, leading to density variation, incomplete filling, and surface defects.
Q3: Which process is typically faster in cycle time?
SCF injection integrates foaming and final forming in one molding cycle, while autoclave foaming requires long vessel saturation plus secondary forming.
Q4: Do both processes work with common midsole materials?
Autoclave and SCIF work with all common material types.