
超級跑鞋的進步,直接來自於超臨界流體(SCF)發泡與複合材料的結合。透過 SCF 射出與高壓釜製程,工程師可以製造出極低密度、高回彈力,並且硬度可精準調校的中底。這些泡棉有時會搭配碳纖維板或氣墊結構,定義了現今頂級跑鞋的性能,讓材料科學直接轉化為跑步經濟性的提升。
什麼是超級跑鞋?
超級跑鞋是一種專門為提升效率而設計的跑鞋,結合了輕量泡棉、高能量回彈以及能將儲存能量轉化為推進力的強化結構。不同於傳統主要使用 EVA 泡棉的訓練鞋,超級跑鞋融合了透過 SCF 技術發泡的先進聚合物、能加硬並塑形中底的碳纖維板,有時還配合氣墊系統。其目標是盡量減少能量因熱量與形變流失,同時保有舒適與耐用性。
超級跑鞋的表現來自幾個關鍵屬性。泡棉密度必須非常低,通常接近或低於 0.12 g/cm³,以減輕重量。能量回彈需超過 80%,讓跑者能回收大部分落地時的能量。硬度的平衡非常重要──太軟會感覺不穩定像踩在棉花上,太硬則讓人覺得吃力且低效。抗撕裂與耐磨性必須足以應對長跑中的反覆彎折與地面摩擦。最終,泡棉需要與碳纖維板等結構結合,才能在步態循環中引導能量轉換。
泡棉密度、能量回彈與機械平衡
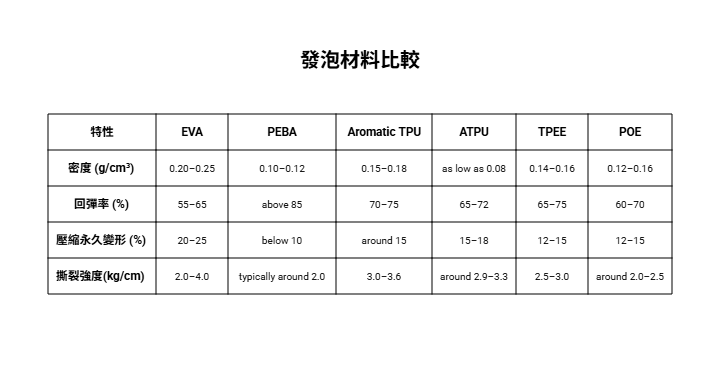
中底泡棉的密度是性能核心,因為它決定了重量。透過 SCF 發泡,傳統 EVA 可達到 0.20–0.25 g/cm³ 的密度、55–65% 的回彈率、10 萬次壓縮後 20–25% 的形變,以及 2.0–4.0 kg/cm 的抗撕裂強度。EVA 雖然容易用 SCF 發泡,但回彈與耐疲勞性有限,因此多用於成本敏感或混合材料的應用。
PEBA(聚醚嵌段酰胺)是高性能 SCF 泡棉的標竿。透過高壓釜發泡,PEBA 可達到 0.10–0.12 g/cm³ 的密度、超過 85% 的回彈率、壓縮形變低於 10%、抗撕裂約 2.0 kg/cm。雖然抗撕裂強度一般,耐磨性較差(DIN 損失 >400 mm³),但極低密度與高回彈的結合,讓它成為馬拉松競速鞋中底的首選材料。
芳香族 TPU 經 SCF 發泡後,可達 0.15–0.18 g/cm³ 的密度、70–75% 的回彈率、約 15% 的壓縮形變,以及 3.0–3.6 kg/cm 的抗撕裂強度。其耐磨性 DIN 值通常低於 300 mm³,因此 TPU 泡棉適合應用於需要承受高磨耗的部位。但與 PEBA 相比,重量較大仍是主要缺點。
ATPU(脂肪族 TPU)是最新的 SCF 發泡研究焦點。高壓釜發泡的 ATPU 可達到低至 0.08 g/cm³ 的密度,媲美 PEBA 的輕量。其回彈率約 65–72%,壓縮形變 15–18%,抗撕裂 2.9–3.3 kg/cm。問題在於硬度:這麼低密度的 SCF-ATPU 通常比運動員偏好的範圍軟約 10 Asker C,降低了尺寸穩定性,腳感過軟,並在受力時有較大橫向變形。因此 ATPU 雖具潛力成為超輕中底材料,但仍需改進硬度調控才能廣泛應用於菁英競速鞋。
TPEE(熱塑性聚酯彈性體)透過 SCF 射出發泡後,可達到 0.14–0.16 g/cm³ 的密度、65–75% 的回彈率、12–15% 的壓縮形變,以及 2.5–3.0 kg/cm 的抗撕裂。TPEE 的高彎曲模數讓它在相同密度下比 PEBA 更堅挺且穩定,但腳感上卻較缺乏避震與回彈感。
POE(聚烯烴彈性體)也適合 SCF 發泡。高壓釜發泡後,POE 的密度可達 0.12–0.16 g/cm³,回彈率 60–70%,壓縮形變 12–15%,抗撕裂 2.0–2.5 kg/cm。雖然回彈不及 PEBA,但它具有韌性與柔軟度,常與 EVA 混合應用於成本較敏感的輕量中底
聚合物混合與複合系統
SCF 發泡讓混合材料能達到化學發泡難以實現的性能。高壓釜發泡的 EVA/POE 混合材料密度 0.15–0.20 g/cm³,回彈率 60–70%,壓縮形變約 15%,抗撕裂 1.8–2.2 kg/cm。EVA/TPU 混合則兼具 EVA 的輕量與 TPU 的耐磨,抗撕裂可達 2.5–3.0 kg/cm。EVA/PEBA 混合雖較少見,但能降低成本同時保持回彈超過 75%,抗撕裂約 2.5–3.5 kg/cm。在 SCF 發泡條件下,混合泡棉比化學發泡更輕、更穩定,也能讓像 PEBA 這樣的高端材料進入更廣泛應用。
超臨界流體發泡製程
SCF 發泡是這些材料性能的核心。在 SCF 射出成型中,聚合物會在 150–250 bar 的壓力下與 CO₂ 或 N₂ 飽和,然後射入模具,快速降壓會誘導 10⁶–10⁸ 個/cm³、直徑約 50–150 µm 的氣泡成核。這能降低 40–60% 的密度,同時保持結構均勻。在高壓釜發泡中,聚合物塊會在超過 300 bar、80–100 °C 的條件下與 SCF 飽和,再快速降壓,能生產出 PEBA 與 ATPU 密度低至 0.08 g/cm³ 的高均勻氣孔結構。這些泡棉塊可再經壓縮成型或 CNC 加工成中底。選擇射出或高壓釜取決於需求:複雜形狀適合射出,極低密度大板材則適合高壓釜。
結構強化:碳板、氣墊與支撐片
SCF 泡棉提供避震與能量儲存,而強化材料則負責導引與放大推進力。嵌入發泡中底的碳纖維板,通常能提供 10–15 N·mm/deg 的彎曲剛性,相較於塑膠支撐片的 <5 N·mm/deg,差異明顯。纖維方向決定性能:單向碳纖維能最大化前進推進力,交叉鋪設則能提升抗扭轉。板材厚度與曲率則根據需求調校,以在進攻性與穩定性間取得平衡。
氣墊系統通常包裹或夾在 TPU 或 TPEE 薄膜中,氣壓充填至 15–30 psi,以可壓縮體積取代實心泡棉,減輕重量並增加彈簧般的回饋。玻纖強化尼龍支撐片結合 SCF 泡棉中底時,能提供比碳板低成本的中等剛性,讓性能鞋款能更具規模化。
耐用性與取捨
SCF 發泡能實現極端低密度,但取捨依然存在。PEBA 回彈優異,但耐磨損失超過 400 mm³;TPU 耐磨僅 300 mm³ 以下,但重量較高;ATPU 密度低至 0.08 g/cm³,但硬度不足影響穩定性;TPEE 更堅挺穩定,但避震與回彈不足;POE 與 EVA/POE 混合提供韌性與經濟性,但犧牲回彈。不過,SCF 製程能更精確控制氣孔形態與硬度,較化學發泡更能平衡這些缺點。
結論
超級跑鞋正因 SCF 發泡與複合材料的整合而快速進步。PEBA 經高壓釜發泡後,仍是黃金標準:密度 0.10–0.12 g/cm³、回彈超過 85%、壓縮形變低於 10%、抗撕裂小於 2.0 kg/cm。TPU 與 ATPU 經 SCF 射出與高壓釜發泡後,密度 0.08–0.19 g/cm³,抗撕裂 2.9–3.6 kg/cm,其中 ATPU 是最新焦點,但受限於低硬度與穩定性不足。TPEE 提供較高穩定性,抗撕裂約 2.5–3.0 kg/cm;POE 與 EVA/POE 混合則在 1.8–2.5 kg/cm 之間,兼具韌性與成本效益。透過將 SCF 泡棉與碳板、氣墊與外底結合,工程師能設計出能量有效導流的跑鞋。持續改良 SCF 製程、聚合物混合與結構強化,將推動超級跑鞋性能的持續進化。
更多訊息: Supercritical fluid injection – GENTREX