
Las super zapatillas se están volviendo más avanzadas como resultado directo del espumado con fluido supercrítico (SCF) y la integración de compuestos. Al aplicar procesos de inyección SCF y autoclave, los ingenieros ahora pueden producir plantillas intermedias con densidades ultra bajas, alta resiliencia y dureza precisamente ajustada. Estas espumas, a veces reforzadas con placas de carbono o sistemas de aire, definen el rendimiento del calzado deportivo de élite de hoy, donde la ciencia de materiales se traduce directamente en una mejora de la economía de carrera.
¿Qué es una Super Zapatilla?
Una super zapatilla es un zapato de correr diseñado para maximizar la eficiencia al combinar espumas ligeras, alta devolución de energía y estructuras reforzadas que canalizan la energía almacenada hacia la propulsión hacia adelante. A diferencia de los entrenadores tradicionales, construidos principalmente con espumas EVA, las super zapatillas integran polímeros avanzados espumados con tecnología SCF, placas de fibra de carbono que rigidizan y dan forma a la plantilla intermedia, y en algunos casos, sistemas de cámara de aire o gas. El objetivo es minimizar la energía perdida como calor y deformación, manteniendo al mismo tiempo comodidad y durabilidad.
Varios atributos de rendimiento definen una super zapatilla. La densidad de la espuma debe ser extremadamente baja, a menudo cerca o por debajo de 0.12 g/cm³, para reducir el peso. La devolución de energía debe superar el 80% para que el corredor recupere la mayor parte de la energía cargada en la espuma al momento del impacto. El equilibrio de dureza es crítico: si es demasiado suave se siente inestable y «blanda», mientras que si es demasiado dura se siente punitiva e ineficiente. La resistencia al desgarro y la abrasión debe ser suficiente para soportar la flexión repetida y el contacto con el suelo en carreras de larga distancia. Y en general, la espuma debe estar acompañada de refuerzos como las placas de carbono, que guían la transición de la energía a lo largo del ciclo de marcha.
Densidad de la espuma, devolución de energía y balance mecánico
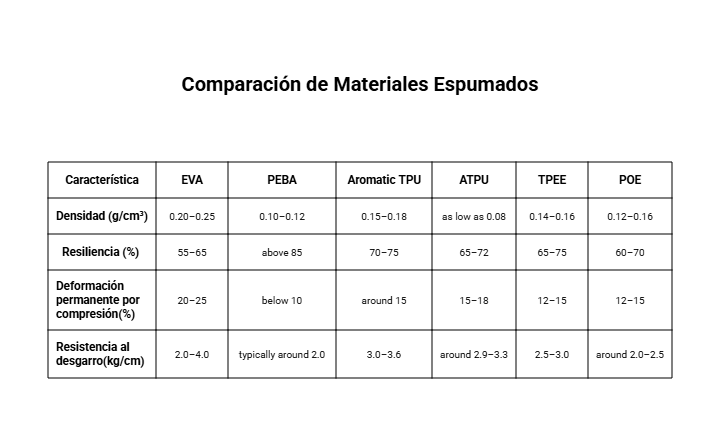
La densidad de la espuma de la plantilla intermedia es fundamental para el rendimiento porque controla el peso. Con el espumado SCF, el EVA convencional alcanza densidades de 0.20–0.25 g/cm³, rebote de 55–65%, compresión después de 100,000 ciclos de 20–25%, y desgarro dividido en el rango de 2.0–4.0 kg/cm. El EVA se puede espumar fácilmente con SCF, pero sigue siendo limitado en cuanto a rebote y resistencia a la fatiga, lo que restringe su uso a aplicaciones sensibles a costos o mezcladas.
PEBA (poliamida bloque de éter) establece el estándar para las espumas SCF de alto rendimiento. El PEBA espumado en autoclave logra densidades de 0.10–0.12 g/cm³ con un rebote superior al 85%, compresión por debajo del 10%, y desgarro dividido típicamente alrededor de 2.0 kg/cm. La combinación de densidad extremadamente baja y alta resiliencia supera su modesta resistencia al desgarro y relativamente mala resistencia a la abrasión (>400 mm³ pérdida DIN), lo que lo convierte en el material preferido para plantillas intermedias de carreras de maratón.**
El TPU aromático, cuando se espuma con SCF, ofrece densidades de 0.15–0.18 g/cm³, rebote de 70–75%, compresión alrededor del 15% y desgarro dividido de 3.0–3.6 kg/cm. Los valores de pérdida de abrasión DIN a menudo se encuentran por debajo de 300 mm³, lo que hace que las espumas de TPU sean atractivas para zonas que deben soportar un desgaste mayor. El principal inconveniente sigue siendo el peso frente al PEBA.
ATPU (TPU alifático) es el punto de investigación más reciente en espumado SCF. El ATPU espumado en autoclave ha demostrado densidades tan bajas como 0.08 g/cm³, rivalizando con la ligereza del PEBA. Los valores de rebote son del 65–72% y la compresión se encuentra entre el 15-18%, con resistencia al desgarro de alrededor de 2.9–3.3 kg/cm. El problema es la dureza: el ATPU espumado con SCF a tal baja densidad tiende a ser aproximadamente 10 Asker C más suave que el rango preferido por los atletas. Esta menor dureza reduce la estabilidad dimensional, haciendo que la espuma se sienta demasiado suave o «blanda» bajo los pies, con mayor deformación lateral durante la carga. Por lo tanto, el ATPU muestra promesas como material para plantillas intermedias ultraligeras, pero se requieren mejoras en la sintonización de la dureza antes de que pueda ser adoptado ampliamente en las super zapatillas de carreras de élite.
TPEE (elastómero de poliéster termoplástico), espumado mediante inyección SCF, produce densidades de 0.14–0.16 g/cm³, rebote de 65–75%, compresión del 12–15% y resistencias al desgarro de 2.5–3.0 kg/cm. El módulo de flexión más alto de TPEE hace que estas espumas sean más firmes y dimensionalmente estables que el PEBA a la misma densidad, aunque la sensación es percibida como menos acolchonada y sensible.
POE (elastómero de poliolefina) también responde bien al espumado SCF. El POE espumado en autoclave alcanza densidades de 0.12–0.16 g/cm³ con rebote en el rango de 60–70%, compresión del 12–15% y desgarro dividido de alrededor de 2.0–2.5 kg/cm. Aunque el POE carece del rebote del PEBA, ofrece resistencia y flexibilidad, y a menudo se utiliza en mezclas con EVA para plantillas intermedias ligeras y rentables.
Mezclas de polímeros y sistemas híbridos
El espumado SCF permite que las mezclas logren propiedades no accesibles con el espumado químico. Las mezclas de EVA/POE espumadas por autoclave alcanzan densidades de 0.15–0.20 g/cm³, rebote del 60–70%, compresión cerca del 15%, y desgarro dividido en el rango de 1.8–2.2 kg/cm. Las mezclas de EVA/TPU equilibran la ligereza del EVA con la resistencia a la abrasión del TPU, logrando valores de desgarro dividido cerca de 2.5–3.0 kg/cm dependiendo de la proporción. Las mezclas de EVA/PEBA, aunque menos comunes, pueden reducir costos mientras mantienen un rebote superior al 75%, con desgarro dividido generalmente entre 2.5 y 3.5 kg/cm. Mezclar bajo condiciones de espumado SCF permite que las espumas se mantengan más ligeras y consistentes que con el espumado químico, mientras amplían la aplicación de polímeros premium como el PEBA a categorías más amplias.
Procesos de espumado con fluido supercrítico
El espumado SCF es fundamental para el rendimiento de estos materiales. En el moldeo por inyección SCF, los polímeros se derriten y se saturan con CO₂ o N₂ a presiones de 150–250 bar, luego se inyectan en moldes donde una caída rápida de presión induce la nucleación de 10⁶–10⁸ células/cm³ con diámetros de ~50–150 µm. Esto logra reducciones de densidad del 40–60% manteniendo una morfología uniforme. En el espumado en autoclave, los bloques de polímero se saturan con SCF a >300 bar y 80–100 °C, luego se despresurizan rápidamente, produciendo densidades tan bajas como 0.08 g/cm³ en PEBA y ATPU con células altamente uniformes. Estos bloques pueden luego ser moldeados por compresión o mecanizados con CNC en plantillas intermedias. La elección de inyección o autoclave depende de si se desea geometría compleja (inyección) o losas uniformes de densidad ultra baja (autoclave).
Refuerzo estructural: placas de carbono, sistemas de aire y espigas
Las espumas SCF proporcionan amortiguación y almacenamiento de energía, mientras que los refuerzos dirigen y amplifican la propulsión. Las placas de fibra de carbono incrustadas dentro de las plantillas intermedias espumadas generalmente ofrecen rigidez a la flexión de 10–15 N·mm/deg, en comparación con <5 N·mm/deg para las espigas de plástico. La orientación de la fibra determina el rendimiento: el carbono unidireccional maximiza la propulsión hacia adelante, mientras que los entrelazados estabilizan la torsión. El grosor y la curvatura de la placa se ajustan para equilibrar la agresividad con la estabilidad.
Los sistemas de aire, a menudo encapsulados o intercalados en espumas como las películas de TPU o TPEE, se cargan a 15–30 psi, reemplazando la espuma sólida con volúmenes compresibles que reducen el peso y agregan una respuesta similar a un resorte. Las espigas de nailon reforzadas con fibra de vidrio, cuando se integran con plantillas intermedias espumadas SCF, proporcionan rigidez intermedia a un costo más bajo que el carbono, permitiendo el desarrollo de calzado de alto rendimiento escalable.
Durabilidad y compensaciones
El espumado SCF permite reducciones extremas de densidad, pero las compensaciones siguen siendo claras. El PEBA sobresale en rebote pero sufre pérdidas por abrasión superiores a 400 mm³. El TPU proporciona resistencia a la abrasión por debajo de 300 mm³ pero con mayor peso. El ATPU puede lograr densidades tan bajas como 0.08 g/cm³, pero la dureza insuficiente compromete la estabilidad dimensional. El TPEE es más firme y estable, pero menos acolchonado. Las mezclas de POE y EVA/POE ofrecen dureza y economía a expensas del rebote. Sin embargo, el procesamiento SCF permite controlar la morfología celular y la dureza con mayor precisión, abriendo caminos para mitigar estas compensaciones en comparación con el espumado químico.
Conclusión
Las super zapatillas están avanzando rápidamente a través del espumado SCF y la integración de compuestos. El PEBA, espumado por autoclave, sigue siendo el estándar de oro con densidades de 0.10–0.12 g/cm³, rebote superior al 85%, compresión por debajo del 10% y desgarro dividido <2.0 kg/cm. El TPU y el ATPU, espumados mediante inyección SCF y autoclave, proporcionan densidades de 0.08–0.19 g/cm³ con valores de desgarro dividido en el rango de 2.9–3.6 kg/cm, siendo el ATPU el material más reciente en foco, pero limitado por su baja dureza y estabilidad dimensional. El TPEE ofrece mayor estabilidad con desgarro dividido alrededor de 2.5–3.0 kg/cm, mientras que las mezclas de POE y EVA/POE ofrecen resiliencia rentable con desgarro dividido entre 1.8–2.5 kg/cm. Al integrar estas espumas SCF con placas de carbono, cámaras de gas ajustadas y suelas estratégicamente colocadas, los ingenieros crean calzado que canaliza la energía del impacto hacia la propulsión hacia adelante. El perfeccionamiento continuo de los procesos SCF, la mezcla de polímeros y el refuerzo estructural sostendrán la evolución del rendimiento de las super zapatillas.
Más información: Inyección de fluido supercrítico – GENTREX