
Super shoes are becoming more advanced as a direct result of supercritical fluid (SCF) foaming and composite integration. By applying SCF injection and autoclave processes, engineers can now produce midsoles with ultra-low densities, high resilience, and precisely tuned hardness. These foams, sometimes reinforced with carbon plates or air systems, define the performance of today’s elite running footwear, where material science directly translates into improved running economy.
What is a Super Shoe?
A super shoe is a running shoe engineered to maximize efficiency by combining lightweight foams, high energy return, and reinforcing structures that channel stored energy into forward propulsion. Unlike traditional trainers built primarily on EVA foams, super shoes integrate advanced polymers foamed with SCF technology, carbon fiber plates that stiffen and shape the midsole, and in some cases, air or gas chamber systems. The goal is to minimize energy lost as heat and deformation while maintaining comfort and durability.
Several performance attributes define a super shoe. Foam density must be extremely low, often near or below 0.12 g/cm³, to reduce weight. Energy return should exceed 80 percent so that the runner regains most of the energy loaded into the foam at impact. Hardness balance is critical — too soft feels unstable and “squishy,” while too hard feels punishing and inefficient. Split tear and abrasion resistance must be sufficient to survive the repeated flexing and ground contact of distance running. And overall, the foam must be paired with reinforcements such as carbon plates, which guide the transition of energy through the gait cycle.
Foam density, energy return, and mechanical balance
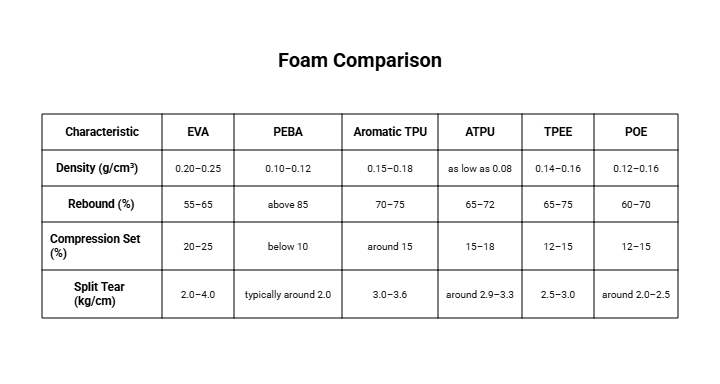
The density of a midsole foam is central to performance because it governs weight. With SCF foaming, conventional EVA achieves densities of 0.20–0.25 g/cm³, rebound of 55–65 percent, compression set after 100,000 cycles of 20–25 percent, and split tear in the range of 2.0–4.0 kg/cm. EVA is readily foamed with SCF but remains limited in rebound and fatigue resistance, restricting its role to cost-sensitive or blended applications.
PEBA (polyether block amide) sets the benchmark for high-performance SCF foams. Autoclave-foamed PEBA routinely achieves densities of 0.10–0.12 g/cm³ with rebound above 85 percent, compression set below 10 percent, and split tear values typically around 2.0 kg/cm. The combination of extremely low density and high resilience outweighs its modest split tear strength and relatively poor abrasion resistance (>400 mm³ DIN loss), making it the material of choice in marathon racing midsoles.
Aromatic TPU, when SCF foamed, delivers densities of 0.15–0.18 g/cm³, rebound of 70–75 percent, compression set around 15 percent, and split tear of 3.0–3.6 kg/cm. DIN abrasion loss values often sit below 300 mm³, making TPU foams attractive for zones that must endure higher wear. The weight penalty versus PEBA remains its primary drawback.
ATPU (aliphatic TPU) is the newest focal point of SCF foaming research. Autoclave-foamed ATPU has been demonstrated at densities as low as 0.08 g/cm³, rivaling PEBA’s lightness. Rebound values of 65–72 percent and compression set of 15–18 percent are typical, with split tear strength around 2.9–3.3 kg/cm. The issue is hardness: SCF-foamed ATPU at such a low density tend to be roughly 10 Asker C softer than the range preferred by athletes. This lower hardness reduces dimensional stability, making the foam feel overly soft or “squishy” underfoot, with greater lateral deformation during loading. ATPU therefore shows promise as an ultra-light midsole material, but improvements in hardness tuning are required before it can be widely adopted in elite racing shoes.
TPEE (thermoplastic polyester elastomer), foamed through SCF injection, produces densities of 0.14–0.16 g/cm³, rebound values of 65–75 percent, compression set of 12–15 percent, and split tear strengths of 2.5–3.0 kg/cm. TPEE’s higher flexural modulus makes these foams firmer and more dimensionally stable than PEBA at the same density, though the feel is perceived as less cushioned and responsive.
POE (polyolefin elastomer) also responds well to SCF foaming. Autoclave-foamed POE achieves densities of 0.12–0.16 g/cm³ with rebound in the 60–70 percent range, compression set of 12–15 percent, and split tear around 2.0–2.5 kg/cm. While POE lacks the rebound of PEBA, it offers toughness and flexibility and is often used in blends with EVA for cost-effective lightweight midsoles.
Polymer blends and hybrid systems
SCF foaming enables blends to achieve properties not accessible with chemical foaming. EVA/POE blends foamed by autoclave reach densities of 0.15–0.20 g/cm³, rebound of 60–70 percent, compression set near 15 percent, and split tear in the range of 1.8–2.2 kg/cm. EVA/TPU blends balance EVA’s lightness with TPU’s abrasion resistance, achieving split tear values near 2.5–3.0 kg/cm depending on ratio. EVA/PEBA blends, although less common, can reduce cost while maintaining rebound above 75 percent, with split tear generally between 2.5 and 3.5 kg/cm. Blending under SCF foaming conditions allows foams to remain lighter and more consistent than with chemical foaming, while extending the application of premium polymers like PEBA into broader categories.
Supercritical fluid foaming processes
SCF foaming is central to these materials’ performance. In SCF injection molding, polymers are melted and saturated with CO₂ or N₂ at pressures of 150–250 bar, then injected into molds where rapid pressure drop induces nucleation of 10⁶–10⁸ cells/cm³ with diameters of ~50–150 µm. This achieves 40–60 percent density reductions while maintaining uniform morphology. In autoclave foaming, polymer blocks are saturated with SCF at >300 bar and 80–100 °C, then rapidly depressurized, producing densities as low as 0.08 g/cm³ in PEBA and ATPU with highly uniform cells. These blocks can then be compression molded or CNC machined into midsoles. The choice of injection or autoclave depends on whether complex geometry (injection) or ultra-low density uniform slabs (autoclave) is desired.
Structural reinforcement: carbon plates, air systems, and shanks
SCF foams supply cushioning and energy storage, while stiffeners direct and amplify propulsion. Carbon fiber plates embedded within foamed midsoles typically deliver bending stiffness of 10–15 N·mm/deg, compared to <5 N·mm/deg for plastic shanks. Fiber orientation determines performance: unidirectional carbon maximizes forward propulsion, while cross-plies stabilize torsion. Plate thickness and curvature are tuned to balance aggressiveness with stability.
Air systems, often encapsulated or sandwiched in foams like TPU or TPEE films, are charged to 15–30 psi, replacing solid foam with compressible volumes that reduce weight and add spring-like response. Glass-fiber reinforced nylon shanks, when integrated with SCF foamed midsoles, provide intermediate stiffness at lower cost than carbon, enabling scalable performance footwear.
Durability and trade-offs
SCF foaming allows extreme density reductions, but the trade-offs remain clear. PEBA excels in rebound but suffers from abrasion losses above 400 mm³. TPU provides abrasion resistance below 300 mm³ but carries higher weight. ATPU can achieve densities as low as 0.08 g/cm³, yet the insufficient hardness compromises dimensional stability. TPEE is firmer and more stable but less cushioned. POE and EVA/POE blends provide toughness and economy at the expense of rebound. SCF processing, however, makes it possible to control cell morphology and hardness more precisely, opening pathways to mitigate these trade-offs compared to chemical foaming.
Conclusion
Super shoes are advancing rapidly through SCF foaming and composite integration. PEBA, foamed by autoclave, remains the gold standard with densities of 0.10–0.12 g/cm³, rebound above 85 percent, compression set below 10 percent, and split tear <2.0 kg/cm. TPU and ATPU, foamed through SCF injection and autoclave, provide densities from 0.08–0.19 g/cm³ with split tear values in the 2.9–3.6 kg/cm range, with ATPU being the newest material focus but limited by low hardness and dimensional stability. TPEE delivers firmer stability at split tear around 2.5–3.0 kg/cm, while POE and EVA/POE blends provide cost-effective resilience with split tear spanning 1.8–2.5 kg/cm. By integrating these SCF foams with carbon plates, tuned gas chambers, and strategically placed outsoles, engineers create footwear that channels impact energy into forward propulsion. Continuous refinement of SCF processes, polymer blending, and structural reinforcement will sustain the performance evolution of super shoes.
More information: Supercritical fluid injection – GENTREX