
在鞋類中底的超臨界流體 (SCF) 射出中,氮氣 (N₂) 是目前商業生產中佔主導地位的物理發泡劑。 從材料科學的角度來看,二氧化碳 (CO₂) 也已被充分了解,並廣泛應用於其他發泡製程,但其在 SCF 射出中的應用目前仍主要處於開發階段。 這些氣體之間的根本差異在於它們與聚合物系統互動的方式:N₂ 提供製程穩定性和均勻的泡孔結構,而 CO₂ 則透過塑化效應提供更高的溶解度和膨脹潛力。 混合氣體系統目標在結合這些特性,但尚未在生產中廣泛實施。
與高壓釜或化學發泡製程不同,SCF 射出是一種完全的熱塑性加工製程。 它不涉及化學發泡劑或架橋反應。發泡結構的形成完全由溶解的氣體和射出與成型期間受控的壓力釋放所驅動,這對材料行為和製程控制提出了嚴格的要求。
基本氣體特性差異 (N₂ 與 CO₂)
溶解度
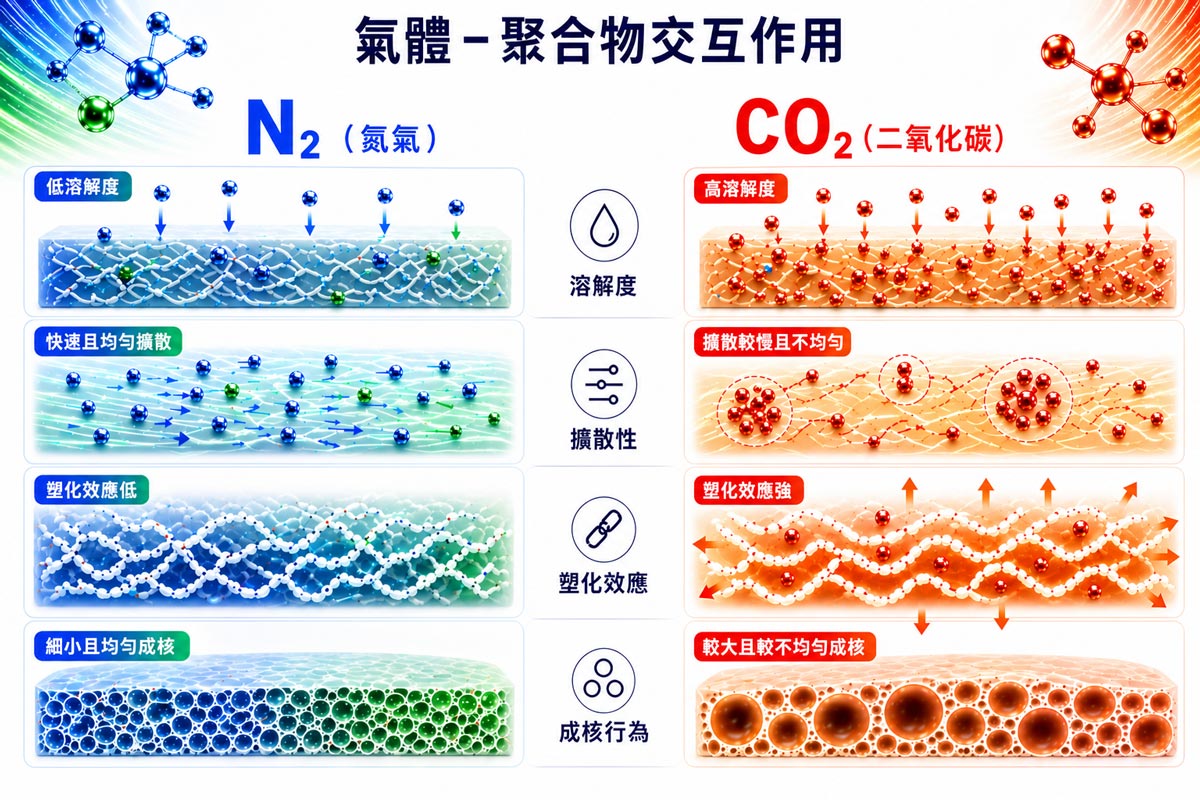
氮氣和二氧化碳之間最重要的差異之一是溶解度。 CO₂ 溶解在多數聚合物系統中的程度明顯高於 N₂,根據材料和加工條件的不同,通常會高出數倍。 這種較高的溶解度允許增加氣體負載量,這直接轉化為更大的膨脹潛力以及實現更低密度發泡結構的能力。
相比之下,氮氣的溶解度相對較低。雖然這限制了最大膨脹率,但它提供了一個更受控且可預測的發泡製程,這對於穩定的射出成型操作至關重要。
擴散率
氮氣在聚合物熔體中的擴散率通常高於 CO₂,這意味著在成核之前,它能更快速且均勻地分佈在整個材料中。 這種均勻的分佈有助於形成一致的泡孔結構和可重複的加工行為。
CO₂ 本身的擴散速度較慢,但其塑化效應增加了聚合物鏈的流動性,在某些條件下可以增強氣體的傳輸。 即使有這種效應,CO₂ 系統通常仍需要更嚴格的控制以確保氣體均勻分佈。
塑化效應 (CO₂ 特有)
CO₂ 的一個關鍵顯著特徵是其塑化聚合物的能力。 當溶解到熔體中時,CO₂ 會降低黏度,並能降低材料的有效玻璃轉化溫度。 這增加了聚合物鏈的流動性,使材料在降壓期間更容易膨脹。
雖然這種行為有利於實現更低的密度,但它同時也降低了熔體強度。 這產生了一種權衡:CO₂ 可以實現更大的膨脹,但在發泡形成期間更難維持結構的穩定性。
成核行為
氣體的選擇也會影響成核行為和最終的泡孔結構。 氮氣傾向於促進更高的成核密度,從而產生更小、更均勻的泡孔。 這有助於改善結構一致性和表面品質。
二氧化碳由於其較高的溶解度和塑化效應,通常會產生較低的成核密度與較大的泡孔結構。 這支持了更大的膨脹,但如果未經仔細控制,可能會導致形態不均勻。
混合氣體系統提供了微調這種平衡的潛力,允許受控地調整成核密度和泡孔生長行為。
SCF 射出製程行為
氣體溶解與製程敏感度
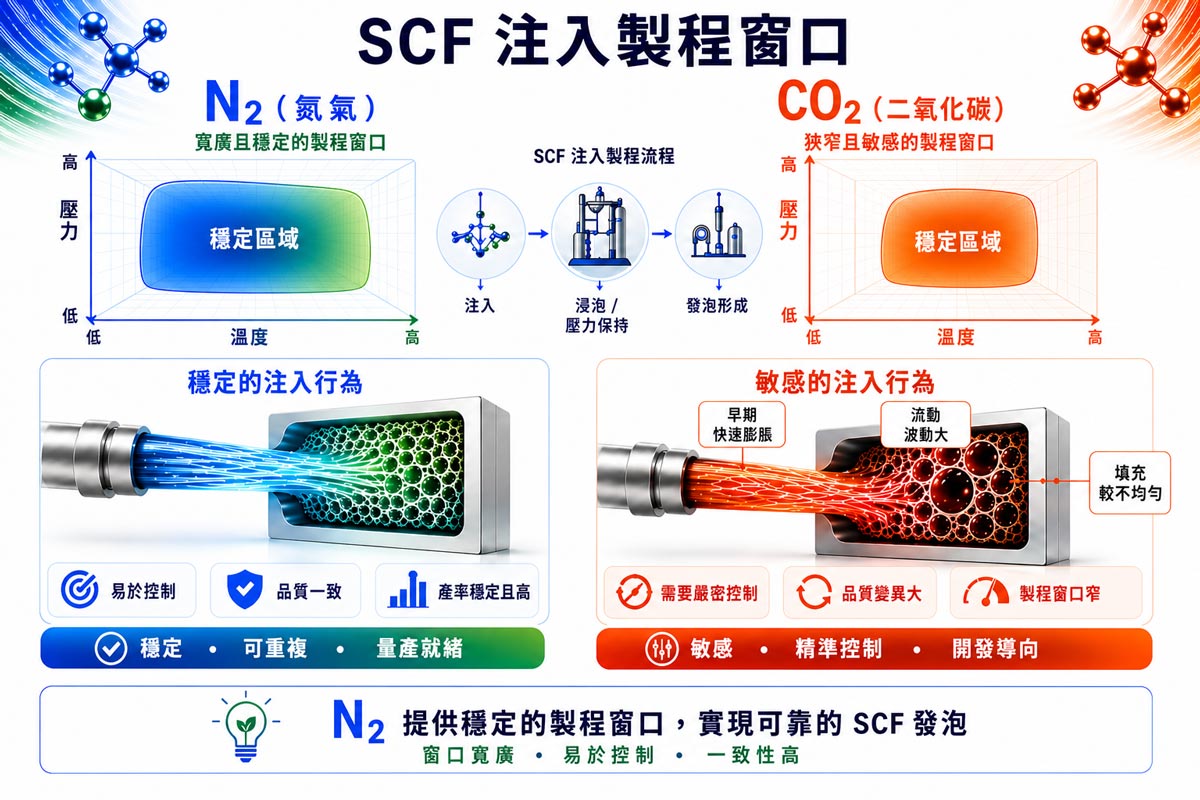
在 SCF 射出系統中,氮氣以較低的濃度溶解到聚合物中,但其溶解過程穩定且可預測。 這促成了一個寬廣且寬容的加工窗口,這也是目前所有量產的主流 SCF 射出系統都使用它的關鍵原因之一。
另一方面,二氧化碳可以以高得多的濃度溶解。 雖然這增加了膨脹潛力,但它也對溫度、壓力和滯留時間引入了更大的敏感度。 加工條件的微小變化可能會對發泡行為產生較大的影響。
射出與降壓期間的行為
在射出及隨後的降壓過程中,氮氣系統傾向於以受控的方式成核,從而實現穩定的充模和一致的零件成型。 這種可預測性在大量製造中至關重要。
由於較高的氣體負載量和降低的熔體黏度,CO₂ 系統表現出更強的膨脹趨勢。 因此,成核和泡孔生長的時機變得更加敏感,需要對製程進行更嚴格的控制以避免不穩定。
製程穩定性與控制
從生產的角度來看,氮氣提供了一個更穩健且穩定的加工窗口。 這就是為什麼現今商業鞋類生產中所有主流 SCF 射出系統都依賴 N₂ 作為發泡劑的原因。
由於 CO₂ 在溶解度、擴散率和熔體強度上的綜合影響,它帶來了較窄的加工窗口。 雖然這些特性提供了潛在的優勢,但它們也增加了製程的複雜性。 混合氣體系統在理論上可以平衡這些效應,但尚未在生產環境中標準化。
發泡結構與性能差異
密度能力
由於較高的溶解度,二氧化碳能實現更高的膨脹潛力,使其在理論上能夠達到比氮氣更低密度的發泡結構。 然而,在射出製程中穩定地實現這一點仍然具有挑戰性。
氮氣提供了更受控且可重複的密度結果,即使其可達到的最低密度略高一些。
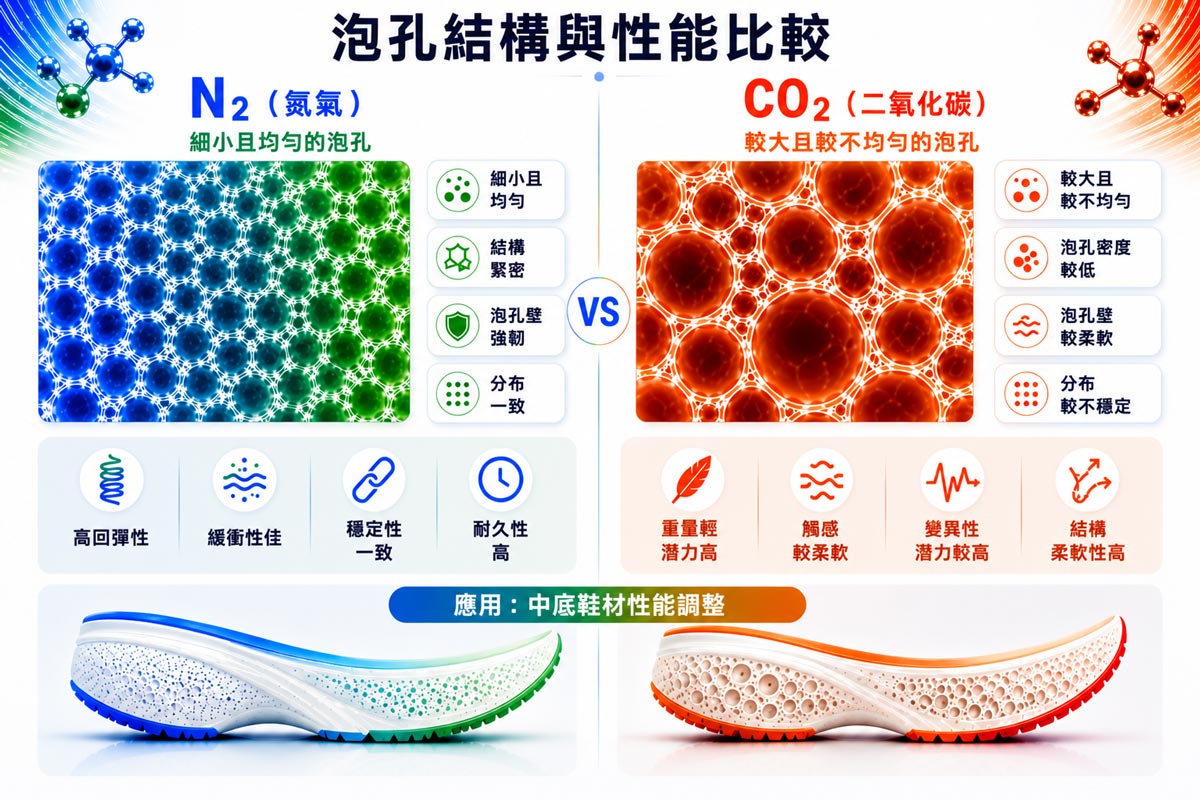
泡孔形態
氮氣通常會產生細緻、均勻且成核密度高的泡孔結構。這帶來了更好的一致性與表面品質。
由於較低的成核密度和更激烈的膨脹行為,CO₂ 傾向於產生較大的泡孔。 雖然這可以降低密度,但如果未經仔細控制,也可能引入變異性。
機械性能
使用氮氣生產的發泡體通常表現出更一致的機械性能,包括耐用性和結構完整性。 這是均勻泡孔結構和穩定加工條件的直接結果。
CO₂ 發泡體可能達到更輕的重量和更柔軟的觸感,但對結構的不一致性可能更加敏感。 混合氣體系統提供了微調這些性能的潛力,但在射出應用中仍處於開發階段。
實際優缺點
N₂ (氮氣)
優點:
- 穩定且被充分了解的製程
- 廣泛應用於商業 SCF 射出
- 產生細緻、均勻的泡孔結構
- 寬廣且穩健的加工窗口
限制:
- 與 CO₂ 相比膨脹潛力較低
CO₂ (二氧化碳)
優點:
- 高溶解度實現更大的膨脹
- 塑化作用改善了流動性和擴散
- 具有形成更低密度結構的潛力
限制:
- 在 SCF 射出中的應用仍主要處於開發階段
- 更窄且更敏感的加工窗口
- 發泡期間降低了熔體強度
混合氣體系統 (N₂+CO₂)
優點:
- 能夠微調成核與膨脹行為
- 具備平衡結構與密度的潛力
限制:
- 增加了製程複雜性
- 目前在商業生產中的應用有限
實用選擇指南
材料和生產的優先順序最終決定了氣體的選擇:
- 當需要穩定性、一致性和可擴展性時,請使用 N₂,特別是在商業生產環境中,以及使用 TPU 和 TPEE 等成熟材料時。
- 當目標是更低密度或增強膨脹時,可在開發環境中探索 CO₂,特別是在評估新材料系統時。
- 在微調發泡結構和性能時,可考慮混合氣體方法,但需體認到這些系統需要更先進的控制技術,且尚未被廣泛採用。
與高壓釜發泡的關聯
二氧化碳因其塑化效應和高溶解度而廣泛應用於高壓釜發泡系統,這支持了在較長加工時間內的氣體擴散。 在這些系統中,CO₂ 有助於在膨脹前使材料飽和。
SCF 射出則有顯著不同。它是一種快速的熱塑性製程,不進行架橋,需要在一短得多的週期內精確控制氣體的溶解、成核與膨脹。 這些限制使得氮氣更適合目前的射出製造技術。
未來展望 SCF
射出發泡的持續發展正聚焦於改善氣體系統與聚合物材料之間的交互作用。 這包括探索混合氣體系統、改進材料配方,以及更先進的氣體計量與控制技術。
隨著這些發展的推進,CO₂ 和混合氣體系統的角色可能會擴大,特別是在針對更低密度和更高性能的應用中。
Q&A
Q: 如果 CO₂ 提供更高的膨脹潛力,為什麼目前尚未在商業 SCF 射出中使用它?
A: 由於其高溶解度和塑化效應,CO₂ 引入了更大的製程敏感度,使得在射出期間更難以控制。 氮氣則為生產提供了更穩定可靠的加工窗口。
Q: 是什麼讓氮氣成為 SCF 射出系統的標準氣體?
A: 氮氣提供了一致的溶解、高擴散率以及受控的成核行為,從而在生產規模上實現了穩定的加工和可重複的發泡結構。
Q: 混合氣體系統能否超越純氮氣系統的表現?
A: 混合氣體系統具備平衡成核與膨脹行為的潛力,但它們引入了額外的複雜性,目前仍主要用於開發階段,而非大規模生產。
Q: CO₂ 在 SCF 射出過程中如何改變聚合物行為?
A: CO₂ 會塑化聚合物,降低黏度並增加聚合物鏈的流動性。 這增強了膨脹,但降低了熔體強度,使得製程對控制更加敏感。
Q: SCF 射出是否使用與高壓釜發泡相同的氣體策略?
A: 否。由於較長的加工時間和不同的機制,高壓釜系統通常使用 CO₂,而 SCF 射出則主要依賴氮氣來實現穩定性與控制。
備註
氣體行為、發泡結構與性能高度依賴於聚合物類型、加工條件與設備設計。 隨著 SCF 射出技術的發展,CO₂ 與混合氣體系統的角色可能會逐漸擴大。